
Продукция




-

Сварочный аппарат PPR с ручкой машины для сварки труб из полимера небольшой
-

КНК 250 – автоматический сварочный аппарат 315 для длительного срока службы пластикового трубопровода
-

Сифонный аэратор из ПЭВП для однотрубных дренажных фитингов
-
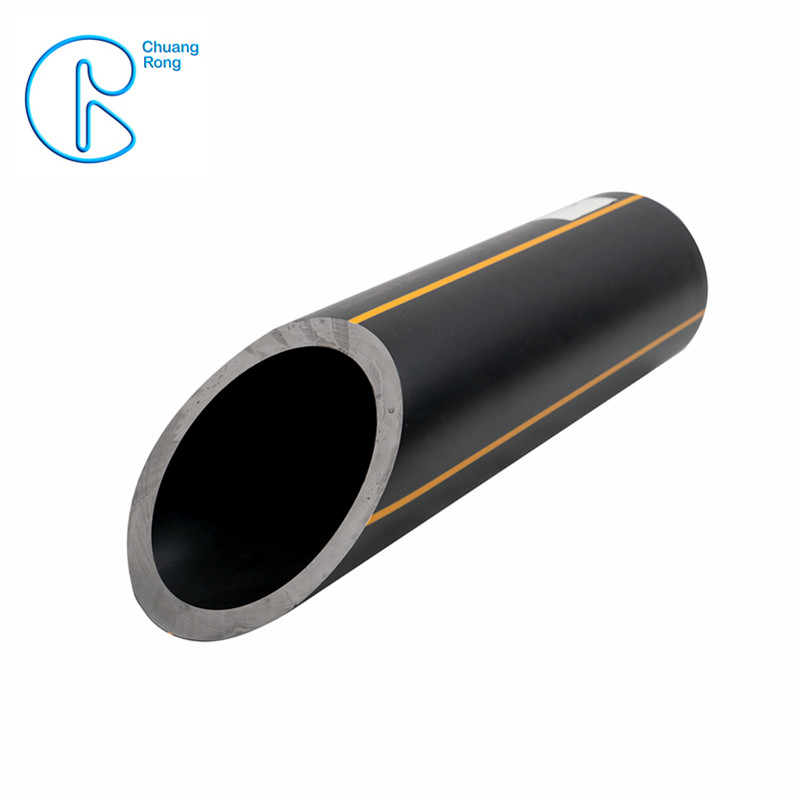
Труба полиэтилена ПЭ80 /ПЭ100/МДПЭ для системы трубопроводов природного газа и нефти
-

PE100 /PE80 HDPE Сварка встык, колено/изгиб 45 градусов с одобрением CE
-

Большой размер 380 В/415 В CRDH630-800/CRDH630-1000 Сварочный аппарат для стыковой сварки труб PE PP PVDF
-

EN1092-1 Опорное кольцо из оцинкованной стали PN16 или PN10/фланцевая пластина для фланцевого переходника из полиэтилена высокой плотности
-

HDPE PN6 SDR26 50-200 мм Сифон Выходной тройник 88,5° Ответвительный фитинг из ПЭВП
-
Профессиональная дренажная труба HDPE MINI160Y/MAXI315, колеса, сварочный аппарат для стыковой сварки с зажимами Wyes, стальная рама
-

Шаровой кран из полиэтиленового полиэтилена (шаровые краны с одной продувкой, шаровые краны с двумя продувками) для подачи природного газа
-

HDPE PN16 SDR11 Вода Электросварные торцевые заглушки для подачи нефти и газа
-

PE100 PN16 SDR11/PN10 SDR17 Стандарт ISO 90 градусов, Стандартные угловые фитинги ASTM для стыковой сварки
-

PN6 110 мм 90 Пластиковая труба HDPE Сливные фитинги Сифонная трубка H
-

PE100 SDR26 PN6 50–315 мм Ревизионная труба из полиэтилена высокой плотности Смотровое отверстие 90° С круглым или глухим фланцем из нержавеющей стали
-

Прямые переходные фитинги из полиэтилена в сталь для воды или газа Трубные фитинги из HDPE SDR11 PN16
-

Сварочные аппараты стыковой сварки КНК положения ГПС гидравлические для заварки штуцеров трубы ХДПЭ

20-200 Сварочный аппарат для электромуфтовой сварки пластиковых труб HDPE одна гарантия года
| Название | Аппарат для электромуфтовой сварки пластиковых труб HDPE |
| Модель | DPRS20 2,2 кВт |
| Рабочий диапазон | 20-200 мм. |
| Функция определения местоположения GPS | отображение широты и долготы сварочного аппарата. |
| Применение | трубы и фитинги из ПЭВП/ПП/ПВДФ. |
| Упаковка | алюминиевый корпус. |
| Гарантия | 2 года. |
| Доставка | В наличии, быстрая доставка. |
Описание
маркер
Информация О Продукте
CHUANGRONG - это интегрированная отраслевая и торговая компания, основанная в 2005 году и специализирующаяся на производстве труб, фитингов и клапанов из полиэтилена высокой плотности, труб, фитингов и клапанов из PPR, компрессионных фитингов и клапанов из ПП, а также на продаже машин для сварки пластиковых труб, инструментов для труб, Хомут для ремонта труб и так далее.
Аппарат для электромуфтовой сварки пластиковых труб HDPE

● Мощность сварки: 3,5 кВт, 2,2 кВт соответствуют только однофазному входному напряжению 220 В;
● Дополнительные аксессуары: S: S: считывание сканера; G: местоположение по GPS; П: принтер;
Примечание. Для реализации функций сканирования штрих-кода, печати и GPS необходимо приобрести соответствующие аксессуары.



| ◇ Усовершенствованный блок управления SCM, обширная настройка параметров, функции измерения и защиты. |
| ◇ ЖК-дисплей высокой яркости, управление на китайском/английском языках, удобный интерфейс для человека и машины. |
| ◇ Широкий источник питания и входное напряжение, полностью подходит для точечной электрической сети. |
| ◇ Высокая точность мощности, контроль времени, обеспечение качества сварки. |
| ◇ Быстрое время отклика на выходе (500–800 мс), высокая стабильность при отключении питания |
| ◇ С функцией 10-фазной программируемой сварки, подходит для различных требований к сварке фитингов. |
| ◇ Огромная емкость для хранения данных сварки, простой способ ввода параметров сварки. |
| ◇ Идеальный дизайн и сварочные работы SMT, уменьшение дефектов всего комплекта |
| ◇ Функция защиты от перегрузки по току, перенапряжения, перегрузки и т. д. |
| ◇ Компактный дизайн, небольшой объем и легкий вес. |
В CHUANGRONG работает отличная команда сотрудников с богатым опытом. Его принцип – честность, профессионализм и эффективность. Он установил деловые отношения с более чем 80 странами и зонами в соответствующей отрасли. Такие как США, Чили, Гайана, Объединенные Арабские Эмираты, Саудовская Аравия, Индонезия, Малайзия, Бангладеш, Монголия, Россия, Африка и так далее.
Если у вас есть какие-либо вопросы, вы можете связаться с нами в любое время.
Добро пожаловать, свяжитесь с нами для получения подробной информации о продукции и профессионального обслуживания.
Отправьте электронное письмо по адресу: chuangrong@cdchuangrong.com или по телефону: + 86-28-84319855.
| Рабочий диапазон | 20-200 мм |
| Выходное сварочное напряжение | 8-48В |
| Однофазный | 230В |
| Источник питания | 50-60 Гц |
| Макс.поглощаемая мощность | 4000 Вт |
| Максимальный выходной ток | 100А |
| Выход рабочего цикла 60% | 60А |
| Объем памяти | 500 отчет |
| Степень защиты | IP 54 |
| Габариты машины (ШхГхВ) | 263х240х300мм |
| Размеры сумки для переноски (ШxГxВ) | 352x188x341 |
| Масса | 9 кг |
|
Нажатие клавиши |
Имя |
Описание функции |
|
ХОРОШО |
Подтверждение |
Подтверждать |
|
ЭКУ |
Выход |
Отмена |
|
Ç |
Увеличивать |
Вверх меню / Увеличение данных |
|
È |
Снижаться |
Меню вниз / Данные уменьшаются |
|
Æ |
Правый сдвиг |
Меню вправо/Измененное положение вправо |
|
Å |
Левый сдвиг |
Меню влево/Измененное положение влево |
|
Меню №. |
Имя |
Диапазон |
По умолчанию |
Атрибут клавиатуры |
|
Меню параметров 1: параметры сварки |
||||
|
1.01 |
Выбор режима управления | Постоянное напряжение/постоянный ток |
Постоянное напряжение |
Ч/З |
|
1.02 |
Этапы сварки | 1~6 |
1 |
|
|
1.03 |
Сопротивление трубы | 0,00 ~19,99 |
0 |
|
|
1.04 |
Сварка. 1- го этапа | 0 ~ Рейтинг |
0 |
|
|
1.05 |
Время сварки 1 -го этапа | 0 ~9999 |
0 |
|
|
1.06 |
Сварочные работы. 2 -го этапа | 0 ~ Рейтинг |
0 |
|
|
1.07 |
Время сварки 2 -го этапа | 0 ~9999 | ||
|
0 |
||||
|
1.08 |
Сварочные работы. 3- го этапа | 0 ~ Рейтинг |
0 |
|
|
1.09 |
Время сварки 3 -го этапа | 0 ~9999 |
0 |
|
|
1.10 |
Сварка. 4- го этапа | 0 ~ Рейтинг |
0 |
|
|
1.11 |
Время сварки 4 -го этапа | 0 ~9999 |
0 |
|
|
1.12 |
Сварочные работы. 5- го этапа | 0 ~ Рейтинг |
0 |
|
|
1.13 |
Время сварки 5 -го этапа | 0 ~9999 |
0 |
|
|
1.14 |
Сварочные работы. 6- го этапа | 0 ~ Рейтинг |
0 |
|
|
1.15 |
Время сварки 6 -го этапа | 0 ~9999 |
0 |
|
|
1.16 |
Время охлаждения | 0 ~9999 |
0 |
|
|
Меню параметров 2: Параметры функции формулы |
||||
|
2.01 |
Формула №. | 0 ~ 20 |
0 |
Ч/З |
|
2.02 |
Тип трубы формулы | 0~32000 |
0 |
|
|
2.03 |
Формула сопротивления трубы | 0,00 ~19,99 |
0 |
|
|
2.04 |
Режим управления формулой | Постоянное напряжение/постоянный ток |
Постоянное напряжение |
|
|
2.05 |
Формула этапов сварки | 1~6 |
1 |
|
|
2.06 |
Сварка. 1- го этапа | 0 ~ Рейтинг |
0 |
|
|
2.07 |
Время сварки 1 -го этапа | 0 ~9999 |
0 |
|
|
2.08 |
Сварочные работы. 2 -го этапа | 0 ~ Рейтинг |
0 0 |
|
|
2.09 |
Время сварки 2 -го этапа | 0 ~9999 | ||
|
0 |
||||
|
2.10 |
Сварочные работы. 3- го этапа | 0 ~ Рейтинг |
0 |
|
|
2.11 |
Время сварки 3 -го этапа | 0 ~9999 |
0 |
|
|
2.12 |
Сварка. 4- го этапа | 0 ~ Рейтинг |
0 |
|
|
2.13 |
Время сварки 4 -го этапа | 0 ~9999 |
0 |
|
|
2.14 |
Сварочные работы. 5- го этапа | 0 ~ Рейтинг |
0 |
|
|
2.15 |
Время сварки 5 -го этапа | 0 ~9999 |
0 |
|
|
2.16 |
Сварочные работы. 6- го этапа | 0 ~ Рейтинг |
0 |
|
|
2.17 |
Время сварки 6 -го этапа | 0 ~9999 |
0 |
|
|
2.18 |
Формула времени охлаждения | 0 ~9999 |
0 |
|
|
2.19 |
Сохранить текущую формулу | 0 ~ 1 |
0 |
|
|
Меню параметров 3 : настройка параметров |
||||
|
3.01 |
Стандартная температура окружающей среды | 0,0~5 0,0℃ |
20℃ |
Ч/З |
|
3.02 |
Компенсация температуры окружающей среды | 0,00% ~0,09 % |
0,02% |
|
|
3.03 |
Включение паузы при сварке | 0 ~ 1 |
0 |
|
|
3.04 |
Включение идентификации труб | 0 ~ 1 |
0 |
|
|
3.05 |
Настройка удвоенного напряжения | 1,0 ~15,0 |
10,0 |
|
|
3.06 |
Настройка типа штрих-кода | 0 ~ 1 |
0 |
|
|
3.07 |
Включение идентификации сопротивления | 0 ~ 1 |
0 |
|
|
3.08 |
Диапазон сопротивления | 0~±30% |
±15% |
|
|
3.09 |
Язык | 0 ~ 2 |
0 |
|
|
3.10 |
Год | 1~99 |
16 |
|
|
3.11 |
Месяц | 1~12 |
8 |
|
|
3.12 |
День | 1~31 |
8 |
|
|
3.13 |
Час | 0 ~ 23 |
8 |
|
|
3.14 |
минута | 0 ~ 59 |
8 |
|
|
3.15 |
Заводская настройка | 0 ~9999 |
1000 |
|
|
Меню параметров 5: настройка параметров приема спутника |
||||
|
5.01 |
Текущая настройка часового пояса | -12 ~+12 |
8 |
Ч/З |
|
5.02 |
Обновление спутникового времени | 0 ~ 1 |
0 |
|
|
5.03 |
Текущий номер спутника | – |
– |
Р |
|
Меню параметров 6: настройка инженерных параметров |
||||
|
6.01 |
Инженерный номер. | Комбинация из 20 букв и цифр. |
– |
Ч/З |
|
6.02 |
Проект №. | Комбинация из 20 букв и цифр. |
– |
|
|
6.03 |
Сварщик №. | Комбинация из 6 цифр |
– |
|
|
6.04 |
Сварное соединение №. | Комбинация из 6 цифр |
– |
|
|
6.05 |
Тип трубы | Комбинация из 10 букв и цифр. |
– |
|
|
6.06 |
Завод трубопроводной арматуры | Комбинация из 5 букв и цифр |
– |
|
|
6.07 |
Диаметр трубы | Комбинация из 5 букв и цифр |
– |
|
|
6.08 |
Трубопроводная арматура SDR | 33 ;26 ;21 ;17,6 ;17 ;13,6 ;11 ;9 ; Нет |
Никто |
|
|
6.09 |
Материал трубы | ПЭ80/ПЭ100/ Нет |
Никто |
|
|
6.10 |
Сварочный аппарат №. | Комбинация из 25 букв и цифр. |
– |
|
связаться с нами
Сопутствующие популярные продукты
Прямые переходные фитинги из полиэтилена в сталь для воды или газа Трубные фитинги из HDPE SDR11 PN16
Имя Труба перехода ПЭ/стали Размер 20-400 мм. Давление PE100 SDR11/ Вода PN16/Газ 10 Бар. Стандарт ISO4427 EN12201/ISO4437, EN1555. Упаковка деревянный ящик, картонные коробки или пакеты. Доставка 3-7 дней, быстрая доставка. Проверка продукции проверка сырья. Проверка готовой продукции. Проверка третьей стороной по запросу клиента.
Сварочные аппараты стыковой сварки КНК положения ГПС гидравлические для заварки штуцеров трубы ХДПЭ
Название Гидравлический сварочный аппарат для стыковой сварки с ЧПУ по GPS Модель ЧПУ160(63-160мм) ЧПУ250(75-250мм) ЧПУ315(90-315мм) Применение трубы и фитинги из ПЭВД/ПП/ПП/ПВДФ. Упаковка Фанерные ящики. Гарантия 2 года. Доставка В наличии, быстрая доставка.

штуцеры дренажа ХДПЭ 50 -200мм сифонят локоть 90 градусов с смотровым портом
Название Колено 90 градусов со смотровым портом Размер 50-200 мм. Давление PE100 SDR26 PN6. Стандарт EN1519-1 Упаковка коробки или пакеты. Проверка проверка сырья. Проверка готовой продукции. Проверка третьей стороной по запросу клиента. Применение Подходит для множества областей применения в дренаже зданий, дренаже крыш, в промышленности, в коммерческих или лабораторных объектах, для размещения в земле, в бетоне или в строительстве мостов.
PE100 SDR26 PN6 Эксцентриковый переходник 63*50 мм-315*160 мм Сифонные фитинги HDPE
Название Эксцентриковый редуктор Размер 63*50-315*250 мм Давление PE100 SDR26 PN6. Стандарт EN1519-1 Упаковка коробки или пакеты. Проверка проверка сырья. Проверка готовой продукции. Проверка третьей стороной по запросу клиента. Применение Подходит для множества областей применения в дренаже зданий, дренаже крыш, в промышленности, в коммерческих или лабораторных объектах, для размещения в земле, в бетоне или в строительстве мостов.

Опорное кольцо из нержавеющей стали AS2129/AS4087 PN16 или PN10 для фланцевого переходника HDPE
Название Опорное кольцо/фланцевая пластина из нержавеющей стали Размер 20-1200 мм. Давление PN10 или PN16. Стандарт АС2129/АС4087. Упаковка деревянный ящик, картонные коробки или пакеты. Доставка 3-7 дней, быстрая доставка. Проверка продукции проверка сырья. Проверка готовой продукции. Проверка третьей стороной по запросу клиента.

Штуцеры PN16 SDR11 PE100 HDPE Electrofusion, муфта Electrofusion HDPE
Имя Муфта/муфта EF Размер Ду20-1200мм. Давление PE100 SDR11 Вода PN16 или газ 10 бар. Давление до 315 мм воды PN10 или 110-315 мм PN20. Стандарт ISO4427, EN12201/ISO4437, EN1555 Доставка 3-7 дней, быстрая доставка. Проверка продукции проверка сырья. Проверка готовой продукции. Проверка третьей стороной по запросу клиента.

Пластиковая труба HDPE 380В/415В CRDH450-500-630 Гидравлический сварочный аппарат для стыковой сварки
Название Гидравлический аппарат для стыковой сварки Модель Серия CRDH Стандарты УНИ10565, ИСО12176-1. Применение трубы и фитинги из ПЭВД/ПП/ПП/ПВДФ. Упаковка Фанерные ящики. Гарантия 2 года. Доставка В наличии, быстрая доставка.

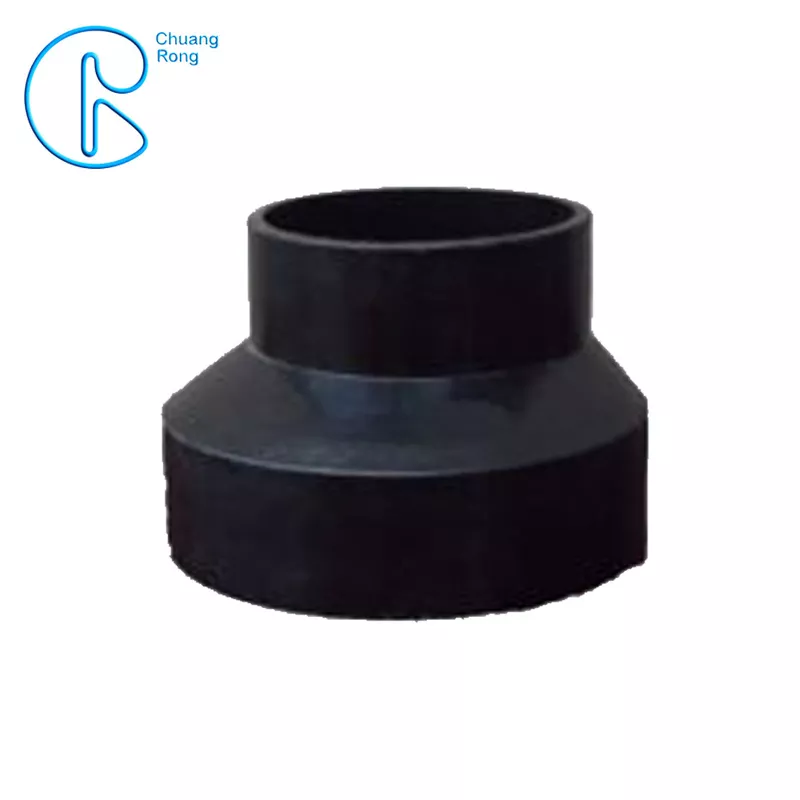
Черный цвет ISO ASTM стандартный PE100/PE80 Инъекционный стыковой сварной шов Фитинги редуктора
Название Фитинг редуктора HDPE Размер Ду25-Дн1200мм. Давление PE100 SDR11 Вода PN16 или газ 10 бар. Давление PE SDR17, вода PN10 или газ, 6 бар. Стандарт ISO4427, EN12201, ISO4437/EN1555. Упаковка деревянный ящик , коробки или пакеты. Проверка проверка сырья. Проверка готовой продукции. Проверка третьей стороной по запросу клиента.

Сварочный аппарат плавления гнезда высокой эффективности с рабочим диапазоном 20-90ММ
Название Сварочный аппарат для раструбной пластиковой трубы Рабочая температура 0-300°. Рабочий диапазон подходит для 20-90 мм. Функция сварка пластиковых труб. Материал железо + алюминиевая нагревательная доска Использование Отопление для труб PPR и PE. Применимые отрасли гостиницы, магазины строительных материалов, мастерские по ремонту машин, мануфа.

TSC-90mm PE раструбная машина для сварки труб и фитингов PPR соединяются
Название Сварочный аппарат для раструбной пластиковой трубы Рабочая температура 0-300°. Рабочий диапазон подходит для 20-90 мм. Функция сварка пластиковых труб. Материал железо + алюминиевая нагревательная доска Использование Отопление для труб PPR и PE. Применимые отрасли гостиницы, магазины строительных материалов.

Переходные фитинги адаптера HDPE с внутренней резьбой для соединения водопроводных или масляных труб
Название Переходной фитинг Femle – из полиэтилена в латунь Размер DN20-DN110мм. Давление PE100/SDR11/вода PN16/газ 10 бар. Стандарт ISO4427, EN12201, ISO4437/EN1555. Упаковка деревянный ящик , коробки или пакеты. Проверка проверка сырья. Проверка готовой продукции. Проверка третьей стороной по запросу клиента.

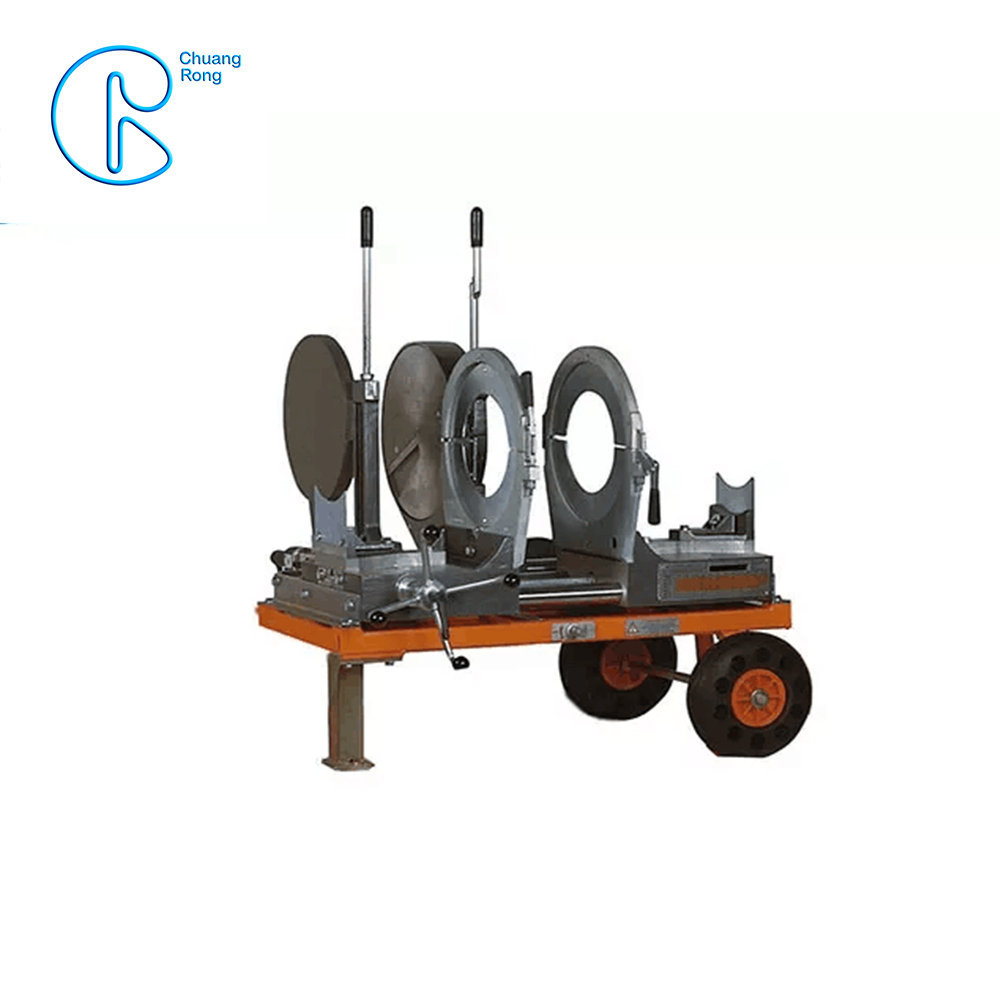
Ручная машина для стыковой сварки пластиковых труб диаметром 63–160 мм / 63–200 мм. Гарантия один год.
Ручной аппарат для стыковой сварки. CRDHS2A 160-200 (два зажима) CRDHS4A160-200 (четыре зажима) Цена очень низкая.
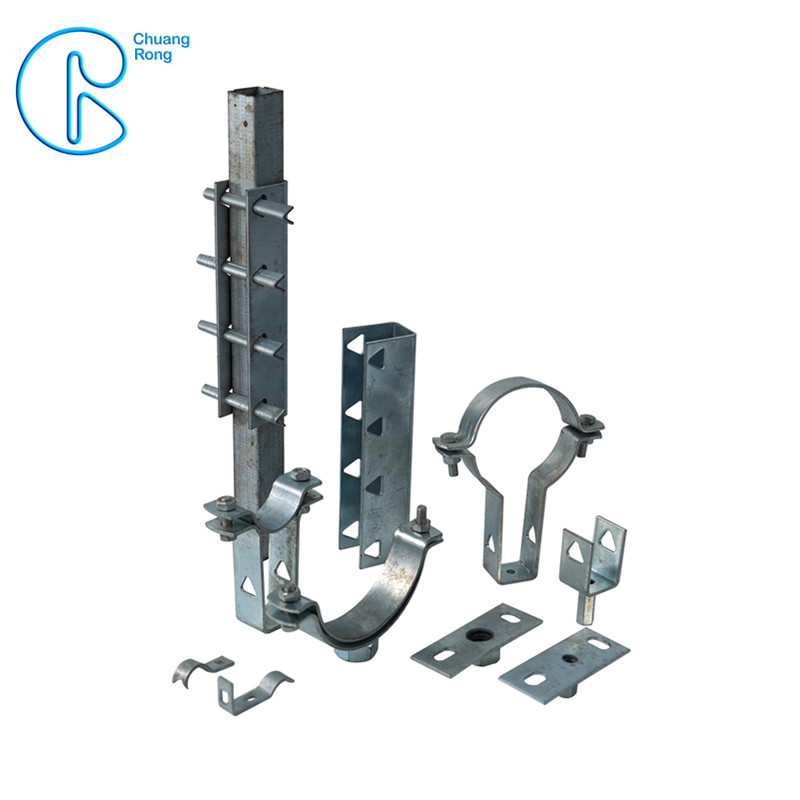
Сливные фитинги из ПЭВП Зажим для сифонной трубы и крепление металлических деталей
Рельс и крепежные металлические детали. Монтажные пластины Элемент соединения стальной квадратной трубы Зажим для стальной квадратной трубы. Натяжной клин для скользящего и анкерного кронштейна. Стандарт EN1519-1 Упаковка картонные коробки или пакеты. Проверка проверка сырья. Проверка готовой продукции. Проверка третьей стороной по запросу клиента. Применение Подходит для множества областей применения в дренаже зданий, дренаже крыш, в промышленности, в коммерческих или лабораторных объектах, для размещения в земле, в бетоне или в строительстве мостов.

Облегченные дренажные штуцеры HDPE анкерной ленты PN6 50mm 110mm 315mm сифона Electrofusion
Название Анкерная полоса EF Размер 50-315 мм. Давление PE100 SDR26 PN6. Стандарт EN1519-1 Упаковка коробки или пакеты. Проверка проверка сырья. Проверка готовой продукции. Проверка третьей стороной по запросу клиента. Применение Подходит для множества областей применения в дренаже зданий, дренаже крыш, в промышленности, в коммерческих или лабораторных объектах, для размещения в земле, в бетоне или в строительстве мостов.

Высокочастотный сварочный аппарат 230 В переменного тока 900 Вт, сварочный аппарат для раструбной сварки
Название Сварочный аппарат для раструбов пластиковых труб Рабочая температура 0-300°. Рабочий диапазон подходит для 20-90 мм. Функция сварка пластиковых труб. Материал железо + алюминиевая нагревательная доска Использование Отопление для труб PPR и PE. Применимые отрасли гостиницы, магазины строительных материалов, мастерские по ремонту машин, мануфа.

Седловидное седло ПН16 СДР11 ответвления электросварки ХДПЭ для транспорта газа или воды
Название Седло EF Brach Размер Ду63-1600мм. Давление PE100 SDR11 Вода PN16 или газ 10 бар. Стандарт ИСО 4427, ИСО4437/ЭН12201, ЭН1555 Упаковка деревянный ящик, картонные коробки или пакеты. Доставка 3-7 дней, быстрая доставка. Проверка продукции проверка сырья. Проверка готовой продукции. Проверка третьей стороной по запросу клиента.